
Продукция













Нагреватель болтов для паровой турбины
Нагреватель болтов для паровой турбины выпускается в двух исполнениях: электрический и с индукционным нагревом. Индукционный нагреватель выполнен по схеме DSP + IGBT, что позволяет быстро нагревать шпильки для их демонтажа и монтажа. Время нагрева шпильки M140×938 с помощью индукционного нагревателя составляет около 2 минут, что примерно на 20 минут быстрее, чем при использовании обычного нагревателя шпилек, что значительно повышает производительность ремонтных работ.
Описание
маркер
Описание продукта
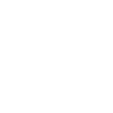
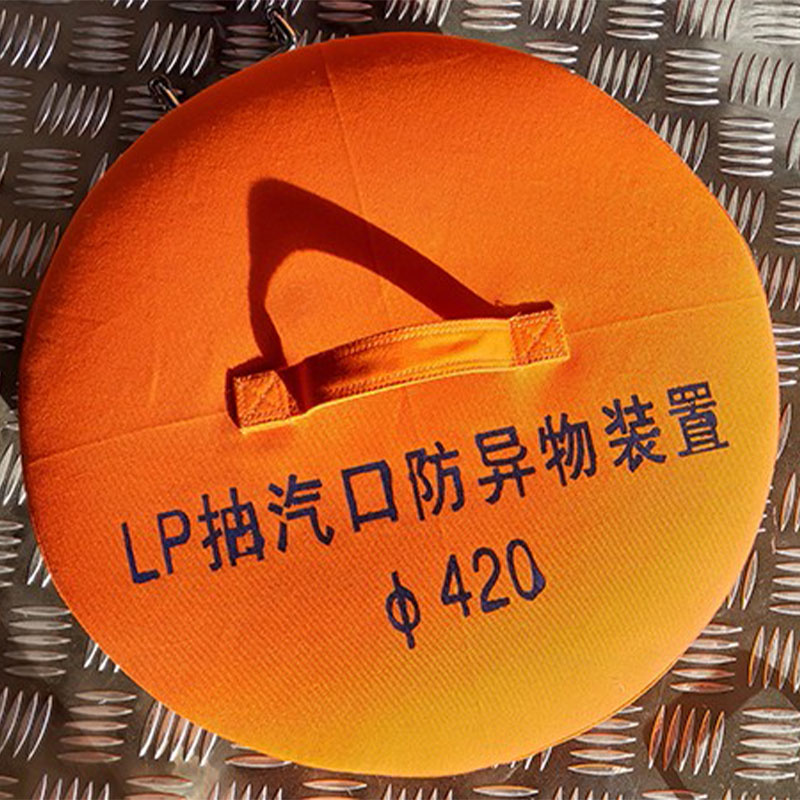
Нагреватель болтов для паровой турбины выпускается в двух исполнениях: электрический и с индукционным нагревом. Индукционный нагреватель выполнен по схеме DSP + IGBT, что позволяет быстро нагревать шпильки для их демонтажа и монтажа. Время нагрева шпильки M140×938 с помощью индукционного нагревателя составляет около 2 минут, что примерно на 20 минут быстрее, чем при использовании обычного нагревателя шпилек, что значительно повышает производительность ремонтных работ. Номинальная мощность нагревателя шпилек позволяет одновременно задействовать 6 или 12 выходных каналов с достаточным резервом по мощности. Термостержни изготавливаются по индивидуальному заказу в зависимости от размеров шпилек. Они выполнены из нержавеющей стали 316 и оснащены термодатчиками, которые в реальном времени передают температуру шпильки на пульт управления нагревателя. Каждый выходной канал имеет отдельную индикацию температуры и регулировку мощности, а также возможность автоматического нагрева. Оборудование обеспечивает выполнение работ по монтажу и демонтажу шпилек цилиндра низкого и высокого давления непосредственно на площадке, повышая эффективность этих операций.
")
")
")
связаться с нами
Сопутствующие популярные продукты

Валоповоротное устройство для гидротурбины
Электрическое валоповоротное устройство для гидротурбины серии SDPC — это специализированное оборудование, используемое при монтаже или ремонте гидроагрегатов на гидроэлектростанциях. Оно позволяет легко осуществлять проворот ротора по всей длине вала гидроагрегата, обеспечивая безопасное и качественное выполнение таких задач, как центровка валов и проверка зазоров в различных узлах.

Генератор и регистратор силовых сигналов
Введение в продукт 1.1 Обзор продукта Это устройство представляет собой интегрированную систему т...
Инструкция по использованию продукта логического анализатора
Описание продукта 1.1 Обзор продукта Электрический осциллограф работает на компьютерах под управл...
Инструмент для тестирования аналоговых и дискретных сигналов в системах на базе ПЛК
Обзор продукта Инструмент для тестирования аналоговых и цифровых входов и выходов ПЛК — это порта...
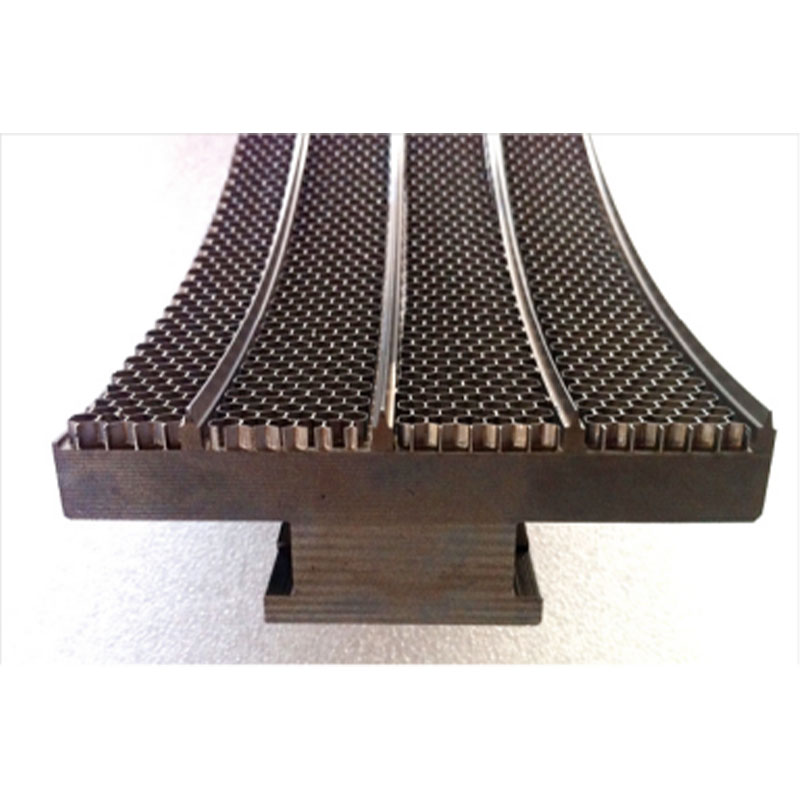
Сотовое лабиринтное уплотнение
Срок службы более чем в два раза превышает срок службы обычного гребенчатого уплотнения, имеет несколько превосходных характеристик, таких как уменьшение утечки, повышение стабильности ротора и повышение эффективности. Сотовые уплотнения в основном устанавливаются на верхнем уплотнении лопастей последней ступени цилиндра низкого давления турбины, что не только повышает эффективность, но и адсорбирует капли воды с помощью ячеистой сетки, которая эффективно удаляет влагу и защищает лопасти.
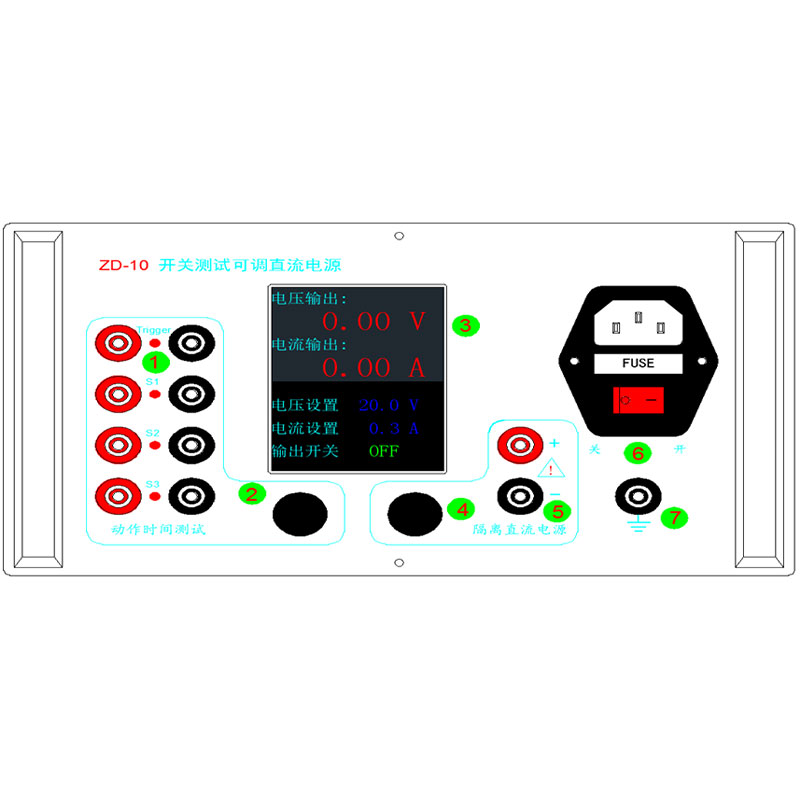
Инструкция к регулируемому источнику постоянного тока для тестирования выключателя ZD-10
Описание продукта Наша компания специализируется на разработке и производстве источников питания....
Портативный линейный программируемый источник питания переменного и постоянного тока
Данный прибор предназначен в первую очередь для обеспечения эксплуатации и технического обслуживания однофазным, трёхфазным, переменным и постоянным током, а также для записи осциллограмм выходного сигнала источника питания и управления стабилизированным напряжением и током. Возможна параллельная работа нескольких источников питания.

Полностью автоматическая установка для продувки статора генератора
После подключения к электропитанию и источнику сжатого воздуха установка автоматически нагревает и повышает давление азота, после чего азот подаётся внутрь статора генератора. В течение заданного интервала времени устройство автоматически сбрасывает давление, и через подключённый сильфонный рукав удаляется влага из внутренней полости статора генератора. Данное оборудование работает в полностью автоматическом режиме и не требует присутствия обслуживающего персонала.

Устройство поворота ротора вентилятора на ТЭС
Ротор вентилятора на ТЭС имеет большой вес, электродвигатель – высокую мощность и значительное энергопотребление. При необходимости частых пусков двигателя расход электроэнергии существенно возрастает, что создает значительные нагрузки как на оборудование, так и на электрическую сеть. Устройство поворота вентилятора (валоповоротное устройство) предназначено для проворота ротора электродвигателя и ротора вентилятора.
Симулятор энергосистемы
Введение в продукт Этот симулятор энергосистемы представляет собой высокоточную платформу динамич...
Инструкция по использованию многофункционального осциллографа
Описание продукта Устройство оснащено четырёхканальным модульным осциллографом и модульной систем...

Многофункциональный тестер датчиков
Предназначен для тестирования и осциллографического анализа различных типов датчиков. Обеспечивает 2–16 каналов записи аналоговых сигналов, 1–32 канала выхода аналоговых сигналов произвольной формы, 8–32 канала дискретного ввода/вывода. Поддерживает воспроизведение записанных сигналов по 8–16 каналам. Точность — не хуже 0,2%. Входное сопротивление осциллографических каналов — 0–10 МОм. Диапазон частот воспроизведения сигналов — до 3 кГц.

Ручная установка для продувки статора генератора
На ручной установке для продувки статора генератора сильфонный рукав из нержавеющей стали подсоединяется к фланцевому патрубку в верхней части корпуса генератора. Азот под заданным давлением подаётся внутрь статора генератора. После выдержки в течение нескольких минут оператор вручную открывает дроссельную заслонку на выпускном контуре. За счёт мгновенного сброса давления газа внутри статора влага, находящаяся в статоре генератора, вытесняется и удаляется.

Испытательная установка для ремонта электромеханического и контрольно-измерительного оборудования
Данный прибор предназначен в первую очередь для обеспечения ремонтных работ различными типами сигналов и необходимым электропитанием, а также для осциллографирования выходных сигналов датчиков с целью удовлетворения разнообразных требований на объекте. Дополнительно обеспечивается декодирование сигналов различных протоколов связи: MODBUS, I2C, CAN, TCP и других.
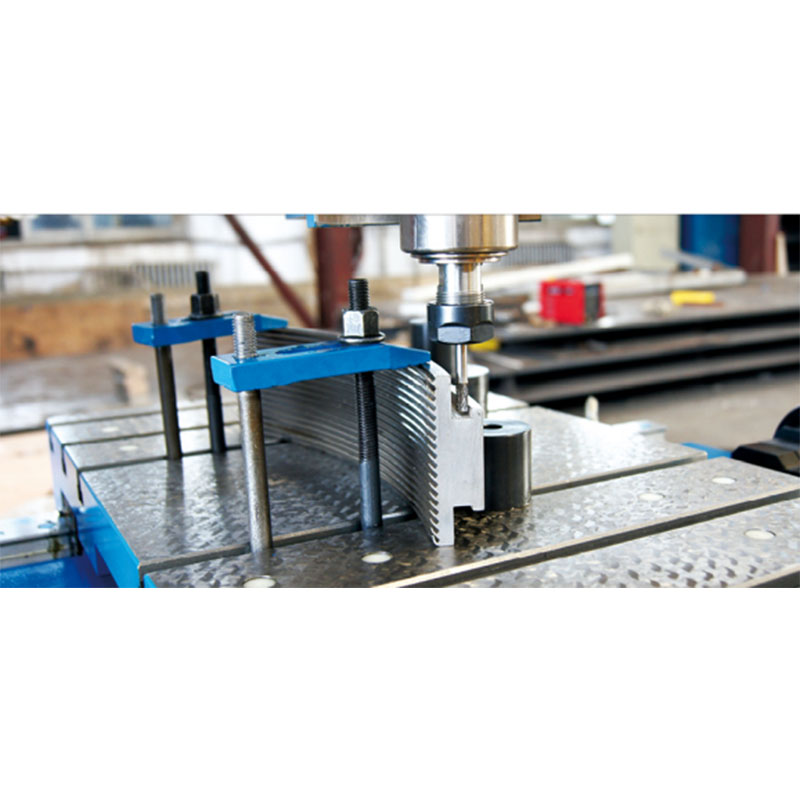
Устройство для регулировки зазора парового уплотнения паровой турбины
Устройство для регулировки зазора парового уплотнения турбины (кратко парорегулировочное устройство) является специализированным оборудованием для обработки паровых уплотнительных сегментов на ремонтной площадке турбоагрегата.Высокоскоростной электродвигатель приводит во вращение режущий инструмент. При перемещении рукоятки на поперечине она совершает дугообразное движение, обеспечивая фрезеровку задней дуги уплотнительного сегмента.
Безбумажный регистратор данных
Краткое описание продукта Эта серия интеллектуальных безбумажных регистраторов представляет собой...








